Технологии приварки крепежа
- Приварка шпилек разрядом конденсатора (конденсаторная сварка) — CD.
Контактный способ приварки
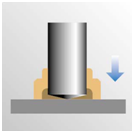
В этом методе сварки, энергия, накопленная в конденсаторной батарее разряжается сквозь контактный кончик сварочного метиза в пределах чрезвычайно короткого времени 1-3 MS (0.001-0.003 секунд.). Применение защитного газа или керамических наконечников-колец не требуется.
  |
 |
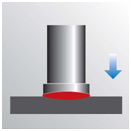 |
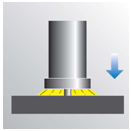
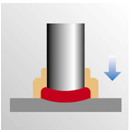
| Кончик метиза касается обрабатываемой детали. | Включается конденсаторный разряд. Зажженная дуга расплавляет контактные зоны метиза и рабочей поверхности детали. | Метиз погружается в расплавленный сварочной дугой объем металла. Материал укрепляется и метиз приваривается. |
Вследствие чрезвычайно малой глубины проникновения, приблизительно 0.1 мм, этот метод, главным образом, используется для приварки шпилек на тонкостенных тонколистовых металлах с минимальной толщиной 0.5 мм. Никакие следы сварки не видимы на большой части тонколистовых металлов. Тонколистовой металл не подвергается перфорации, деформациям или обесцвечиванию на обратной стороне (видимая лицевая сторона), даже если поверхность была ламинированная пластиком или гальваническое покрытие.
- Приварка шпилек электрической дугой с коротким технологическим циклом — SC.
Этот метод сварки является одним из видов дуговой сварки метизов, где сварочный выпрямитель обеспечивает ток непрерывной сварки в очень короткий интервал времени, который может быть также настроен относительно времени и силы тока. Время сварки составляет 0.003 — 0.5 секунды. Керамические кольца и газ не требуются.
 |
  |
 |
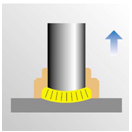
| Кончик метиза касается обрабатываемой детали. | Включается дуговой разряд, метиз поднимается над обрабатываемой деталью. | Метиз погружается в расплавленный сварочной дугой объем металла. Материал укрепляется и метиз приваривается. |
Приварка шпилек дугой с коротким производственным циклом — вариант дуговой приварки шпилек. Вследствие небольшой глубины проплавления, приблизительно 0.4 мм, этот метод может даже быть применен на тонколистовые металлы с минимальной толщиной 0.6 мм. При правильной настройке параметров сварки, этот метод сварки гарантирует особенное качество, единообразные и воспроизводимые сварные соединения метизов. Сварочные швы тестируются в соответствии со стандартом DVS лист 0904 «Практическое применение». Не смотря на применение дуговой сварки и в следствии очень короткого времени цикла керамические кольца не требуются. Применение этого метода сварки очень успешно, например: в заземлении, в приборостроении, судостроении, в металлоконструкций, машиностроении, разработке и судостроении, строительстве зданий, конструкторских разработках гражданского строительства, моторостроении, в конструкциях атомных электростанций, тепловых и водонапорных станций, в приборостроении, в проведении изоляционных работ, в железобетонных конструкциях и т.д.
- Приварка шпилек электрической дугой — ARC.
В этом методе сварки, сварочный выпрямитель служит как источник энергии и обеспечивает ток непрерывной сварки, который может быть настроен относительно времени и силы тока. Время сварки составляет 0.1 — 2.0 секунды. Керамические наконечники-кольца обычно используются как ограничители границ объема сварки.
 |
  |
|
| Кончик метиза касается обрабатываемой детали. | Включается дуговой разряд, метиз поднимается над обрабатываемой деталью. | Метиз погружается в расплавленный сварочной дугой объем металла.Материал укрепляется и метиз приваривается. |
Вследствие увеличенной глубины проникновения приблизительно от 1-3 мм, этот метод главным образом используется для обрабатываемых деталей с минимальной толщиной 2 мм. Этот метод сварки вырабатывает высококачественные сварные соединения и особенно соответствует ситуациям, когда предъявляются высокие требования к качеству сварки и высокой прочности соединения для силовых нагрузок, в соответствии с правилами безопасности. Применение этого метода сварки очень успешно, например: в разработке и изготовлении металлоконструкций, машиностроении, разработке и судостроении, строительстве зданий, конструкторских разработках гражданского строительства, моторостроении, в конструкциях атомных электростанций, тепловых и водонапорных станций, в приборостроении, в проведении изоляционных работ, в железобетонных конструкциях и т.д.
- Приварка шпилек в радиально-симметричном магнитном поле — SRM.
Радиально — симметричное магнитное поле для приварки крепежа предназначено для сварки метизов до М16. Минимальная толщина листового металла рабочей детали 1 мм; рекомендуемое соотношение минимальной толщины обрабатываемой детали и диаметра сварочного метиза 1:10. Так же позволяет приваривать гайки на перфорированные и сплошные поверхности. В первую очередь процесс разрабатывался для судостроения, машиностроения и приборостроения, но его уникальные возможности оказались востребованы в самом широком спектре производственных направлений. Эта технология не заменима там, где предьявляются повышенные требования к коррозиоустойчивости и долговечности сварных соединений. За счет получаемого «плоского» профиля свароного шва и уменьшенного теплового воздействия на рабочие материалы область зоны сварки максимально сокращена и фактически близка диаметру привариваемого метиза. Это также позволяет избежать изменения структуры металла по всей глубине рабочей толщины детали, даже тонкостенной, которое происходит при обычной «стандартной» приварке метизов. В первую очередь процесс разрабатывался для судостроения, машиностроения и приборостроения, но его уникальные возможности оказались востребованы в самом широком спектре производственных направлений.
- Приварка шпилек с помощью лазера.
В этом сварочном процессе, который разработан и запатентован компанией Heinz Soyer ® Bolzenschweisstechnik GmbH и позволяет приваривать метизы и трубные изделия с помощью лазера на автоматических установках CNC.
Сравнение процессов приварки шпилек
| Процесс приварки | Конденсаторная сварка (CD) | Дуговая приварка (ARC) | Дуговая приварка с коротким циклом (SC) | Процесс SRM |
| Диапазон сварки | М2 — М12 | М5 — М24 | М3 — М12 | М6 — М16 |
| Минимальная толщина | 0,55 | 1,00 (2,00) | 0,7 | 0,6 |
| Глубина провара от, мм | 0,1 | 0,8 (1,0) | 0,4 (0,6) | 0,2 (0,5) |
| Соотношение диаметра | 1/10 | 1/4 (1/6) | 1/6 (1/8) | 1/10 |
| Максимальная толщина | не лимитируется | не лимитируется | не лимитируется | не лимитируется |
| материалы для процесса | не требуются | кер.кольца или газ | не требуются | газ (техническая смесь) |
| Свариваемые материалы | сталь, нержавеющая сталь, алюминий, латунь (другие материалы — по запросу) | сталь, огнеупорные стали, нержавеющие стали (алюминий и латунь — для отдельных процессов) | сталь, нержавеющая сталь, алюминий, латунь (другие материалы — по запросу) | сталь, нержавеющая сталь, алюминий, латунь (другие материалы — по запросу) |
| Свариваемые материалы | сталь, нержавеющая сталь, алюминий, латунь (другие материалы — по запросу) | сталь, огнеупорные стали, нержавеющие стали (алюминий и латунь — для отдельных процессов) | сталь, нержавеющая сталь, алюминий, латунь (другие материалы — по запросу) | сталь, нержавеющая сталь, алюминий, латунь (другие материалы — по запросу) |
| Возможность автоматизации процесса | Автоматизация возможна | Автоматизация возможна | Автоматизация возможна | Автоматизация возможна |